Hallo zusammen,
ich muss schon wieder eine Frage stellen, Anfänger eben.
Ich habe heute ein Teil für einen Arbeitskollegen gedruckt. Der Tcohter ist ein Halter eines Notenständers gebrochen. Ich habe es in Fusion 360 "gemalt" und mit dem Qidi-Slicer vobereitet. Druck wurde dann mit Octoprint gestartet.
Benutzt habe ich:
Prusament PC Blend Carbon
290° Düse
90° Bett
0,4mm Düse
Schichthöhe 0,2 - erste Schicht 0,3
Geschwindigkeit 40mm/min
Qidi-SliceräProfil: UltraPA-CF
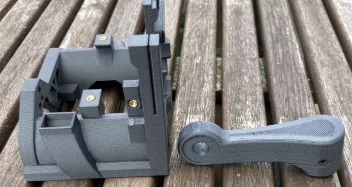
Im Bild habe ich den Dragonschlitten und mein Teil nebeinander gelegt und finde, dass der Schlitten um Welten besser aussieht. Wo liegt das Problem? (vermutlich erst mal 60 cm vor dem Monitor und es wird nicht nur eines sein)
Danke für Eure Hilfe.
Grüße
Be.