Ich habe es immer noch nicht hinbekommen. Was ich bis jetzt gemacht habe:
E3D V6 Hotend mit PTFE-Schlauch + Orbiter 2.0
Ergebnis:
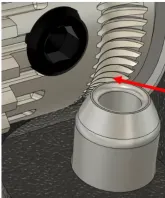
TPU 60A/70A staut sich auf dem Weg nach unten. Das PLA im Anschluss wollte auch nicht mehr durch. Es steckte dann noch ein kleines Stück TPU in der Metallhülse im Fuß des Orbiter. Die scheint recht scharfkantig zu sein, so dass das TPU dort hängen bleiben kann. Wenn es sich staut, könnte es etwas dicker werden und "schält" sich an dieser Hülse auf.


(Quelle Bild: https://www.orbiterprojects.com)
E3D lite6 mit PTFE über die gesamte Länge + LGX lite
Ergebnis:
Es funktioniert eine kurze Zeit und bleibt dann hängen. Ursache: absolute keine Ahnung
Unterschied von E3D V6 und E3D lite 6: (führe ich hier auf, weil ich es auch nicht wusste und die Nachwelt vielleicht mal interessiert)
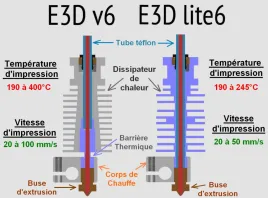
(Quelle Bild: https://www.makerslide-machines.xyz/2018/04/04/fr-…hauffantes-e3d/)
Bei meiner Version des linken V6 war allerdings unten noch ein dünner PTFE-Schlauch drin, einen normalen habe ich nicht reinbekommen.
weitere Schritte: die V6-Teile werden jetzt in eine Kiste gepackt und hoffentlich bald vergessen. Bei den Extrudern weiß ich noch nicht, was ich mache. Vielleicht versuche ich irgendwann mal 85A.
V6
Lite6 (bei dem Laden muss man wohl aufpassen, bei fehlen ein paar Teile (Lüfter und duct, die ich zwar nicht brauche, aber immerhin bezahlt habe, ist mir aber erst jetzt aufgefallen)