Hat hier jemand den BMP280 verbaut? Lt. Klipper Doku kann der eingebunden werden. Aber wo klemmt man den am SKR 1.4 an? Am I2C Anschluss siehe Bild?

EDIT: War leichter als gedacht. Den BMP280 durchverbinden zum i2C Anschluss am SKR. Bei mir das SKR wo A und B dran sind.
Dann folgendes in der printer.cfg hinterlegen
[gcode_macro QUERY_BME280]
gcode:
{% set sensor = printer["bme280 chamber"] %}
{action_respond_info(
"Temperature: %.2f C\n"
"Pressure: %.2f hPa\n"
"Humidity: %.2f%%" % (
sensor.temperature,
sensor.pressure,
sensor.humidity))}
[temperature_sensor chamber]
sensor_type: BME280
i2c_address: 118
# Default is 118 (0x76). Some BME280 sensors have an address of 119
# (0x77).
i2c_mcu: mcu
Alles anzeigen
Ergebnis:
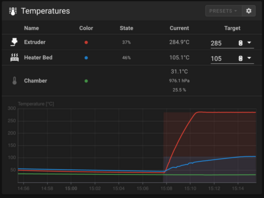
Was man damit anstellt, ist jedem selbst überlassen. Werd jetzt schauen, dass ich den Druckstart solange verzögere bis die Chamber Temp den gewünschten Wert erreicht.
Könnte dann so aussehen:
[gcode_macro PRINT_START EXTRUDER BED CHAMBER]
gcode:
M117 Heating...
# Start bed heating and continue
SET_HEATER_TEMPERATURE HEATER=heater_bed TARGET={BED}
SET_HEATER_TEMPERATURE HEATER=extruder TARGET={EXTRUDER}
TEMPERATURE_WAIT SENSOR=heater_bed MINIMUM={BED}
TEMPERATURE_WAIT SENSOR=extruder MINIMUM={EXTRUDER}
TEMPERATURE_WAIT SENSOR="temperature_sensor chamber" MINIMUM={CHAMBER}
#Home the printer
M117 Homing...
G32
#Bed Mesh
#M117 Calibrating mesh...
#BED_MESH_CALIBRATE
G90 ; absolute positioning
G0 X0 Y0 Z0.2 F6000 ; park nozzle at front left
#Introline
G92 E0.0
G1 Z0.20 X100.0 E15 F1000.0 ; intro line
G1 X200.0 E25 F1000.0 ; intro line
G92 E0.0
M117
Alles anzeigen